


3416圆形线圈全自动绕线加工需重点关事项
2025-04-22(511)次浏览
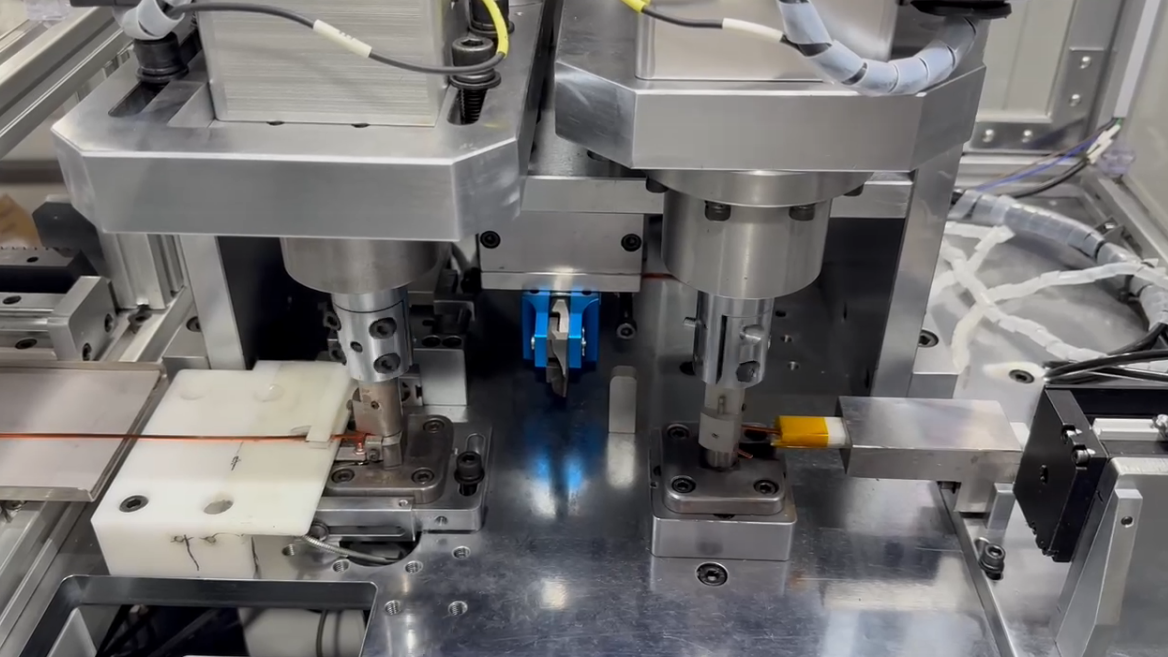
针对3416圆形线圈全自动绕线加工,需重点关注以下核心事项:
一、设备与工艺准备
材料匹配:电磁线需根据应用场景选择耐热等级(如B级/F级)及绝缘厚度,储存环境应保持温度15-25℃、湿度≤60%。
骨架与夹具安装需贴合到位,顶针需顶紧,避免绕线过程中松动导致偏心或变形。
设备调试::绕线机启动前需检查主轴润滑、螺栓紧固、电源电压稳定性,并空载试运行确认排线精度及停车位置。
设置排线方向与绕线方向联动参数,确保排线轴位移方向与主轴旋转方向匹配,避免设备报警。
二、绕制过程控制
关键参数设置:绕线速度需根据线径调整:细线初始加速度应小,粗线需降低速度但保证扭力充足。
张力需均匀控制(通常为材料屈服强度的30-50%),波动范围≤10%,避免拉细或拉断导线。
:匝数与形状精度:采用测匝仪或自动化绕线机确保匝数精确,多匝线圈需定期校准样品数据。
线圈成型角度误差需≤2°,直线边长度公差控制在±1mm内,避免嵌线困难。
特殊线材处理:铝线张力需比铜线更小,且线径设定值应适当增大,防止拉伸变形或漆膜开裂。
自粘线、漆包棉线等非光滑线材需增大排线间距,减少绕线惯性影响。
三、质量与安全管控
绝缘与固化:多匝线圈需添加≥0.1mm的匝间绝缘纸,固化温度按材料规格设定(如环氧胶水120-150℃),保温≥30分钟。
固化后敲击检查无“空腔”声,确保绝缘层无发空现象。
检测标准:匝间耐压测试需施加2倍额定电压持续1分钟,无击穿或局部放电。
电感量误差≤5%,直流电阻误差≤10%,采用LCR表精准测量。
通过上述综合控制,可确保3416圆形线圈的电气性能、机械强度及批量一致性。
最新资讯
-

方形八字线圈全自动化加工的关键注意事项及解决方案
方形八字线圈全自动化加工的关键注意事项及解决方案,对...
-
3416圆形线圈全自动绕线加工需重点关事项
3416圓形線圈全自動繞線加工需重點關事項
-
五金冲压行业的市场规模及增长趋势预测
全球市场:2024 年全球五金冲压制造服务市场规模约...
-

特种扁平线圈自动化加工的发展趋势分析
随着各行业对特种扁平线圈的特殊要求不断提高,定制化产...