


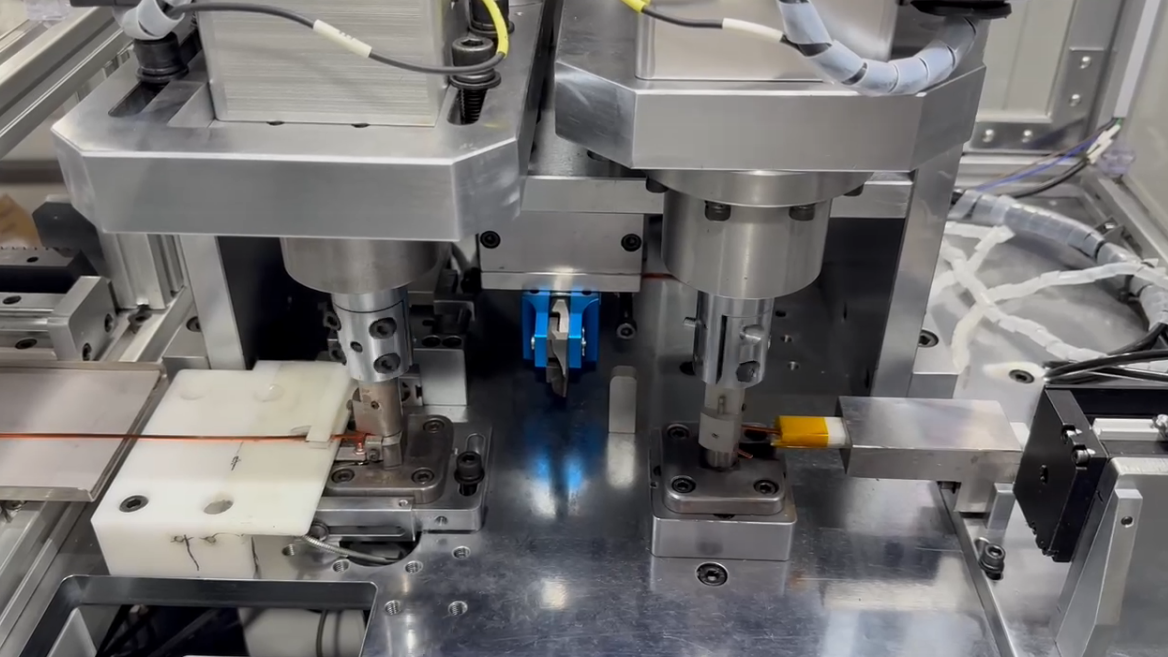
方形八字线圈全自动化加工的关键注意事项及解决方案
2025-04-23(524)次浏览
一、模具与设备优化
1.高精度模具设计
方形线圈四边缺乏指向中心的垂直力,需采用带分段导向槽的模具,配合伺服电机动态调整绕线角度,确保四边排线密度均匀。
模具表面需抛光至Ra≤0.8μm,减少线材摩擦损伤。
2.多轴联动控制:全自动绕线机需配置6轴以上运动系统,实现绕线头与模具的同步运动补偿,解决转角处线材堆叠问题。
二、张力与绕线控制
1.实时张力闭环调节
采用磁滞张力器+张力传感器组合,将绕线张力控制在材料屈服强度的15-30%区间,波动范围≤5%。转角区域自动提升张力5-10%,补偿离心力导致的线材松弛。
2.8字绕线轨迹规划
通过PLC编程实现正反交替绕线路径,每完成1/4圈自动调整绕线方向,消除线材回弹应力。
三、质量监测系统
1.在线检测模块:集成高精度LCR测试仪(误差≤1%),每完成10匝自动检测电感量偏差。
机器视觉系统检测排线间隙,精度达0.02mm,发现叠线立即停机报警。
2.设备自检程序:每日启动前自动校准主轴同心度(≤0.005mm)、模具定位精度(±0.01mm)。
五、典型故障应对
问题现象 主要原因 解决方案
转角处线材隆起 离心力补偿不足 增加转角减速比(降速30%)
匝间耐压不合格 粉尘污染或漆层损伤 提升车间洁净度至ISO 7级
自动排线错位 模具导向槽磨损 每5000次加工更换导向模块
通过上述措施,全自动化生产线可达到>98-99%的良品率,加工速度比人工提升3-5倍。
下一篇没有了
最新资讯
-

方形八字线圈全自动化加工的关键注意事项及解决方案
方形八字线圈全自动化加工的关键注意事项及解决方案,对...
-
3416圆形线圈全自动绕线加工需重点关事项
3416圓形線圈全自動繞線加工需重點關事項
-
五金冲压行业的市场规模及增长趋势预测
全球市场:2024 年全球五金冲压制造服务市场规模约...
-

特种扁平线圈自动化加工的发展趋势分析
随着各行业对特种扁平线圈的特殊要求不断提高,定制化产...